Odun Peleti Üretimi
Avrupa Standardizasyon Komitesi’nin 14588 sayılı Katı Biyoyakıtlar – Terminoloji, Tanımlar ve Açıklamalar bildirisi, biyoyakıt peletlerini şu şekilde tanımlar: Genellikle silindir şeklinde, uzunluğu 5 ila 30 mm arasında değişen, uçları kırık, presleme prosesine maruz kalarak veya kalmayarak toz haline getirilmiş biyokütleden yapılan, yoğunlaştırılmış biyoyakıtların genel adı.
Avrupa Standardizasyon Komitesi’nin 14961 sayılı Katı Biyoyakıtlar – Yakıt Spesifikasyonları ve Sınıfları bildirisinde, yoğunlaştırılmış biyoyakıtlar boyutlarına göre ikiye ayrılmıştır. Buna göre 25 mm'den büyük çapa sahiplere briket ve 25 mm'den küçük çapa sahiplere pelet adı verilmiştir. Aynı bildiride ayrıca odun peletlerinin sahip olduğu özellikler hakkında daha fazla ayrıntı bulunmaktadır. Çap, nem içeriği, kül yüzdesi, kükürt içeriği, mekanik dayanıklılık, toz miktarı, katkı maddeleri ve azot içeriği ile ilgili gereksinimler ve sınıflar detaylandırılmıştır.
Kükürt ve azot için gereksinimler yalnızca kimyasal işlem görmüş veya içinde katkı maddeleri bulunan odunda geçerlidir.
Dayanıklılık, peletlerin ne kadar iyi preslendiğini görmek için ölçülür. Ölçülen rakam ile pelet kalitesi doğru orantılıdır. Toz miktarı, peletlerin paketlenmesinden önce, üretim zincirinin son noktasında ölçülür.
 Ham Madde
Ham Madde
Odun peletleri genellikle temiz kozalaklı ağaç talaşından ve planya talaşından yapılır. Odunun kereste fabrikasından geçmeden önce kabuğu soyulmuş olmalıdır. Sert ağaçların talaşı yumuşak ağaçlarınkiyle karıştırılabilir, bağlayıcı olmadan sert ağaç peletlerini başarılı şekilde üretmek daha zordur.
Mümkünse, kuru bıçkı tozu ve %15'ten az nem içeren talaşlar kullanılır, çünkü bu durumda kurutma adımı atlanabilir. Talaş daha nemliyse, peletlerin preslenmesi için bir kurutma işlemi gerekir. Bazen ham madde miktarını artırmak için kurutma işlemi sırasında az miktarda yonga eklenir; bu daha sonra çekiçli değirmende toz haline getirilir.
Alternatif olarak, tomruktan odun peleti üretiminin öngörüldüğü durumlarda, ek kabuk soyma ve öğütme adımları gerekir ve bu da maliyeti önemli ölçüde artırır. Yonga ile bıçkı tozu arasındaki boyut farkından dolayı, presleme işlemi için gerekli küçük boyutları elde etmek için çekiçli değirmenden tek geçiş yeterli olmayabilir ve ilave bir öğütmeye ihtiyaç duyulabilir.
Yongalar bıçkı tozlarından daha yavaş kurur, bu nedenle peletleme tesisi için odun kaynağı tomruk ise çok daha büyük bir kurutma kapasitesi gerekir.
Üretim Aşamaları
- Talaşı Alma ve Ara Depolama
- Kurutma ve Ara Depolama
- Taş ve Metal gibi Yabancı Maddelerden Arındırma
- Çekiçle Öğütme Ve Ara Depolama
- Presleme
- Soğutma
- Tozlardan Arındırma
- Depolama
- Paketleme
- Yükleme
Ham Madde Alım
Alımda gelen tüm bıçkı tozları/talaşlar kantarda tartılmalı ve nem içeriğini belirlemek için numuneler alınmalıdır. Depolama için nemli ve kuru talaşın ayrılması tercih edilir. Nemli talaş açık ortamda da kısa süreliğine saklanabilir. Üzerine bir miktar yağmur yağsa bile nem içeriği çok fazla etkilenmez ve ıslak yapısından dolayı rüzgârda kolay savrulmaz. Malzemenin ıslanmasını önlemek için kuru talaş kapalı ortamda saklanmalıdır. Malzeme dışarıda depolanırsa, talaş havaya savrulabilir ve toz tehlikesi oluşur. Kuru talaş boşaltılırken binalarda çok yüksek düzeyde tozla karşılaşılmaktadır. Teslimat aracı sürücüsü dahil tüm personel, boşaltma sırasında ve sonrasında her zaman bir P3 toz maskesi takmalıdır. Araç camları bina içindeyken kapalı tutulmalıdır. Çok fazla talaş işleyen büyük tesislerde, tozu içeride tutmak için binada düşük basınç oluşturulur. Binadan ayrılan araçların üzerindeki tozları üfleyerek uzaklaştıran hava fırçası sistemi, çıkış kapılarına entegre edilmiştir. Mal kabul binasında talaşın çekiçli değirmene gitmeden önce karıştırılması mümkündür, böylece bu aşamada sert ağaç talaşı karıştırılabilir.
Kurutma
Nemli talaşın tane boyutunu küçültmek için kuru talaşa göre çok daha fazla enerji gerekir. Bu yüzden çekiçli değirmen öncesi nemli talaş kurutulmalıdır. Ayrıca elek tellerinin tıkanma riski de vardır. Kurutma, yüksek sıcaklıklarda çalışan hızlı kurutucu adı verilen tamburlu kurutucuda veya nispeten düşük sıcaklıkta çalışan bantlı kurutucuda yapılabilir. İlk seçenek ince malzeme için daha uygundur, kaba malzeme ise daha düşük bir sıcaklığa ihtiyaç duyar. Bu nedenle, talaşlar karıştırılacaksa bantlı bir kurutucu tercih edilir. Kurutucu kapasitesinin sistemin geri kalanından daha az olması muhtemeldir, bu nedenle kurutucudan çıkan talaşın (ara) depolanması gerekir. Kurutucunun ısısı her türlü yakıtla sağlanabilir. Gaz, petrol ve hatta biyokütle bile kullanılabilir. Biyokütle kazanında kabuk, yonga, baltalık orman artıkları veya pelet üretimi için uygun olmayan diğer odun atıkları kullanabilir.
Eleme
Talaş, çekiçli değirmenlerdeki boyut küçültme işleminden önce; taş, metal parçaları, plastik vb. yabancı maddelerden arındırılmalıdır. Taşlar genelde bir kapan aracılığıyla ayrılır, burada talaş bir açıklığın üzerinden hızla geçer. Talaş ayrıca metal nesneleri tutan bir mıknatısın üzerinden geçirilmelidir. Talaştaki yabancı parçacıklar prese zarar verebilir veya çekiçli değirmende toz patlamasına yol açacak kıvılcımlara neden olabilir.
Çekiçli Değirmenlerde Boyut Küçültme
Pelet presine girmeden önce talaşın boyut küçültme işlemi ve eşit boylara getirilmesi çekiçli değirmende gerçekleşir. Burada küçük odun yumruları, ölü budak gibi parçalar pres disk deliklerinden geçebilmeleri için iyice öğütülür. Malzemenin karıştırılması da burada gerçekleşir. Çekiçli değirmende, binanın dışına açılan bir havalandırma kapağı bulunmalıdır. Bir toz patlaması meydana gelirse, havalandırma kapağındaki membran basıncın bir kısmını binanın dışına yönlendirir. Kapak açıklığının yeterli yükseklikte olması veya bir patlama durumunda çevredeki kişilerin yaralanma olasılığını azaltacak şekilde kordon vb. ile çevrilmesi gerekir.
Aynı şekilde, çekiçli değirmen kapasitesi ile pres kapasitesi aynı olmayacaktır, bu nedenle öğütülmüş ürün için bir ara depolama gereklidir. Bu malzeme toz gibi ve çok kuru olduğundan yangına karşı önlem alınmalıdır. Binanın bu kısmında P3 toz filtreli bir yüz maskesi takmak zorunlu hale getirilmelidir.
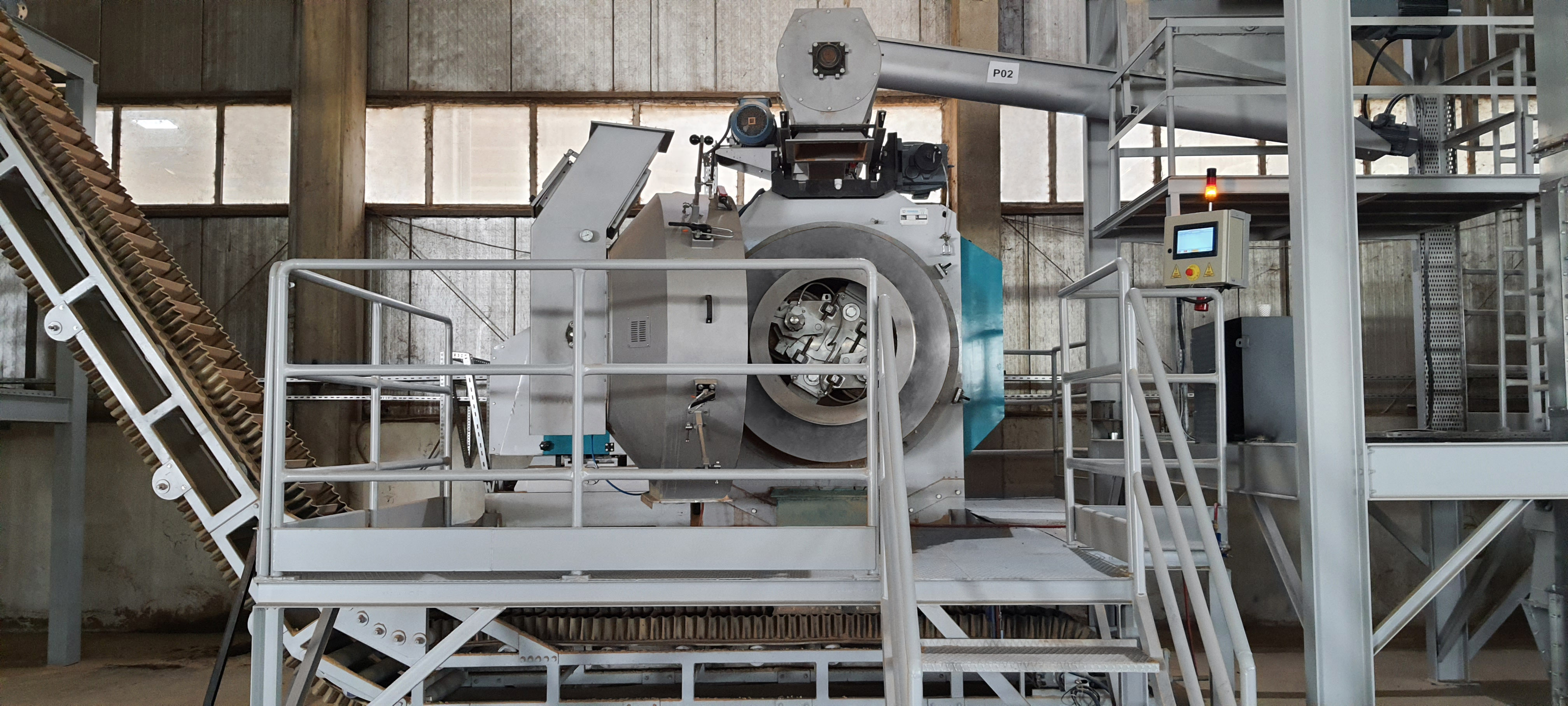
Peletin Preslenmesi
Pek çok pres için, preslenecek talaşın kuru buhar kullanılarak 120-130°C'ye ısıtılması gerekir. Isı, odundaki lignini daha plastik hale getirir ve bu da parçacıkların birbirine yapışmasına yardımcı olur. Talaş, bir diskin içine doğru baskılanır ve oluşan peletler diskin dışında kesilir.
 Günlük çalıştırma sonunda son peletleri yağlamak için bitkisel yağ eklenir. Disk daha sonra deliklerdeki yağlanmış peletlerle yavaş yavaş soğuyacaktır. Bu yapılmazsa, son peletler disk içinde sıkışıp presin yeniden başlatılmasını zorlaştırabilir. Yağla doymuş peletler, ileride tekrar durdurma gerekirse prese geri döndürülebilir.
Günlük çalıştırma sonunda son peletleri yağlamak için bitkisel yağ eklenir. Disk daha sonra deliklerdeki yağlanmış peletlerle yavaş yavaş soğuyacaktır. Bu yapılmazsa, son peletler disk içinde sıkışıp presin yeniden başlatılmasını zorlaştırabilir. Yağla doymuş peletler, ileride tekrar durdurma gerekirse prese geri döndürülebilir.
Pelet presi ve disk, en iyi performansı yüksek sıcaklıklarda verdiği için genellikle gece boyunca çalıştırma sürer. Pek çok pelet tesisi, haftanın beş günü sürekli olarak çalışır. Bu, kurutma ve öğütmeden sonraki ara depolama gereksiniminin bir başka nedenidir. Ara depolama olmadan pres beş güne kadar sürekli çalışırsa ham maddenin tükenme riski vardır.
Soğutma
Peletler presten çıktıktan sonra plastik formunda ve sıcaktır. Soğutma sırasında peletler sertleşir ve nem kaybeder. Soğutucudan sonraki nem içeriği %6’ya kadar düşebilir. Peletler, ortam havasından nem alarak %8 ila %10 arasında bir denge nem içeriğine ulaşır. Soğutulduktan sonra peletler, bantlı konveyörler aracılığıyla mamul depolarına taşınır.
Paketleme ve Sevkiyat
 Paketleme veya sevkiyattan önce peletlerin toz kontrolü yapılmalıdır. Tozlar üretim hattına geri gönderilebilir. İç pazara yönelik teslimatlarda çoğu müşteri peletleri torbalar halinde almayı tercih etmektedir. Torba boyutları genelde 12-15 veya 20 kg’lık olup, bunun yanı sıra bir tonluk çuvallar da kullanılabilir veya dökme olarak da peletler sevk edilebilir. Küçük torbalar genellikle yaklaşık bir tonluk paletler üzerinde plastikle sarılı olarak teslim edilir. Bu sayede neme karşı dayanıklı olur. Küçük torbalardaki peletler teslimat sırasında daha az aşınmaya maruz kaldığından kalite kaybı daha azdır.
Paketleme veya sevkiyattan önce peletlerin toz kontrolü yapılmalıdır. Tozlar üretim hattına geri gönderilebilir. İç pazara yönelik teslimatlarda çoğu müşteri peletleri torbalar halinde almayı tercih etmektedir. Torba boyutları genelde 12-15 veya 20 kg’lık olup, bunun yanı sıra bir tonluk çuvallar da kullanılabilir veya dökme olarak da peletler sevk edilebilir. Küçük torbalar genellikle yaklaşık bir tonluk paletler üzerinde plastikle sarılı olarak teslim edilir. Bu sayede neme karşı dayanıklı olur. Küçük torbalardaki peletler teslimat sırasında daha az aşınmaya maruz kaldığından kalite kaybı daha azdır.
Dökme olarak sevk edilen peletler kamyonla taşınabilir. Müşterinin istediği noktaya (alım kuburu, vs.) devrilerek bırakılır veya varsa pnömatik transport yardımıyla silolara alınır. Bu kamyonlar ayrıca teslim edilen miktarı tam olarak ölçebilmeleri için loadcell denilen tartım hücreleriyle donatılmıştır.
Kamyonla teslim edilen peletler, suya maruz kaldıklarında hızla nem alıp şişecekleri ve parçalanacakları için her zaman kuru hava koşullarında ve bina içi gibi kapalı bir ortama boşaltılmalıdır. Yağmuru tutmak için kamyonu su geçirmez bir branda ile örtmek gereklidir.
Depolama
Yaz aylarında, odun pelet üretiminin talebi aşması muhtemeldir, bu yüzden de peletlerin birkaç ay depolanması gerekebilir. Depo, peletlerin basıncına dayanabilecek seviyede ve yeterince yüksek beton yan duvarlardan yapılmalıdır. Bir metreküp pelet yaklaşık 650 kg ağırlığındadır; bu nedenle 5-6 metre yükseklikte depolanırlarsa, yığının dibine önemli miktarda basınç uygulanır. Belirtildiği gibi, peletler ıslandığında kolayca parçalanır. Bu yüzden yağmur veya yoğuşmayı önlemek için binanın su geçirmez olması çok önemlidir.
Kalite Kontrol
Üretim sırasında pelet kalitesinin en azından günde bir kez kontrol edilmesi tavsiye edilir. Hattan numune alınır ve tozlar elenir. Ardından numune, bir test cihazında dayanıklılık açısından tartılır. Gerekli sayıda devir döndürüldükten sonra peletler tekrar elenir ve tekrar tartılır. İyi kalitedeki odun peletlerinin bu test sonucu ortaya çıkan dayanıklılık oranı (PDI - Pellet Durability Index) en az %97,5 olmalıdır.
Peletler tesisten ayrılmadan önce toz miktarı kontrol edilmelidir. Hattın son noktasında üründeki toz oranı %1'i geçmemelidir.
Kullanılan ham maddeyi, dayanıklılığı, toz ve nem içeriğini açıklayan bir form, peletlerle birlikte teslim edilmelidir. Rakamlar biliniyorsa, enerji değerleri ve kül miktarının da belirtilmesi faydalı olacaktır.