Production of Wood Pellets
The CEN/Technical Specification 14588 Solid biofuels – Terminology, definitions and descriptions describes biofuel pellets as: densified biofuel made from pulverized biomass, with or without pressing aids, usually with a cylindrical form, random length typically 5 to 30 mm, and broken ends.
In CEN/Technical Specification 14961 Solid Biofuels – Fuel specifications and classes densified biofuel is further sub-divided into briquettes, which have a diameter larger than 25 mm, and pellets, which have a diameter of less than 25 mm. The same technical specification also provides more details on the specifications of properties for wood pellets. Requirements and classes are formulated for diameter, moisture content, ash percentage, sulphur contents, mechanical durability, amount of fines, additives, and nitrogen content.
The requirements for sulphur and nitrogen are only valid for chemically-treated wood or if additives have been used.
Durability is measured to see how well the pellets are pressed. The higher the number, the better the quality. The amount of fines is measured at the final point in the production chain, just before the pellets are loaded out.
 Raw Material
Raw Material
Wood pellets are usually made from clean conifer sawdust and planer shavings. The wood must have been debarked prior to passing through sawmill. Sawdust of hardwoods can be mixed in with that of softwood, but successful production of hardwood pellets without binders is more difficult.
If at all possible, dry sawdust and shavings (less than 15% moisture content) are used, because then the drying step can be skipped. If the sawdust is wetter, a drying process is needed before pellets can be pressed. Sometimes a small amount of wood chip is added during the drying process to increase the amount of feedstock; this is then pulverized in the hammer mill.
Alternatively, where production of wood pellets directly from roundwood is envisaged, this will require additional debarking and chipping steps in the process, which can add significantly to cost. Since chips are many times the size of sawdust, a single pass through a hammer-mill might not be sufficient to obtain the required fine material for the pressing process; an additional pass through may be required.
Chips dry at a slower rate than sawdust, so a much larger drying capacity is needed if roundwood is the wood supply for the pelleting plant.
Production Steps
- Reception and intermediate storage of the sawdust
- Drying and possibly intermediate storage again
- Screening for foreign materials such as stones and metal
- Hammer-milling and possibly intermediate storage
- Pressing of the pellets
- Cooling of the pellets
- Screening of fines
- Storage
- Bagging
- Loading out
Reception
At reception all sawdust coming in should be weighed on the weighbridge and samples taken to determine the moisture content. For storage it is preferable to separate wet and dry sawdust. Wet sawdust can be stored for a short period out in the open. The moisture content is not too badly affected if some rain falls on the base material, and wet sawdust does not blow about as easily. Dry sawdust should be stored indoors immediately to prevent the material getting wet. If the material is stored outside, the sawdust can blow about and create dust hazards. Very high levels of dust are encountered in buildings as dry sawdust is being unloaded. All personnel, including the delivery vehicle driver, should wear a P3 dust mask at all times during and after unloading. Vehicle windows should be kept closed while they are inside the building. In large plants that handle a lot of sawdust, under-pressure in the building is created to retain the dust inside. The exit gate from the building is equipped with an airbrush system that blows sawdust from the outside of the vehicles before they leave. In the reception building it is possible to mix the sawdust before it goes into the hammer-mill, so hardwood sawdust could be mixed in at this stage.
Drying
The wet sawdust needs to be dried before hammer-milling as wet sawdust requires much more energy to reduce the particle size than when it is dry. There is also a significant risk of screens becoming clogged or smeared. Drying can either be done in a drum drier, a so-called flash drier that works with high temperatures, or on a flatbed drier, which works at a relatively low temperature. The first option is better suited for fine material, while coarse material needs a lower temperature. So, if chips are going to be mixed in, a flatbed drier is preferable. It is likely that the throughput capacity of the drier will be less than the rest of the system, so there should be a facility for intermediate storage of dried sawdust after the drier. The heat for the drier can be supplied by any kind of fuel, e.g. gas, oil or even biomass. The biomass boiler could use bark, wood chips, short rotation coppice or other wood waste that is not suitable for pellet production.
Sieving
Before the sawdust can be passed to the hammer mill for homogenizing, it has to be screened for stones, pieces of metal, plastic etc. Stone is usually removed by a stone trap, where the sawdust passes at speed over an opening. Sawdust should also be passed over a magnet that removes metal objects. Foreign particles in the sawdust are likely to damage the press or could conceivably cause sparks in the hammer-mill, which might lead to a dust explosion.
Size Reduction with Hammer Mills
The homogenizing of the sawdust to an even-sized feedstock for the pellet mills takes place in the hammer mill. Here small lumps of wood, dead knots, etc. are pulverized, so that they can pass through the matrix of the pellet mills. The mixing of the material is also completed here. The hammer mill should be equipped with a venting hatch to the outside of the building. If a dust explosion occurs, the membrane in the escape hatch will blow out and ventilate part of the pressure to the outside of the building. The opening of the vent on the outside of the building needs to be located at a sufficient height or cordoned off in a way that reduces the propensity for injury to any bystander or passer-by in the event of an explosion.
Again, the hammer mill will not necessarily have the same capacity as the pellet mills, so there should be an intermediate store of hammer milled material. This material is very fine and very dry, so precautions against fire should be taken. This part of the building should only be entered when wearing a face mask with a P3 dust filter.
Pellet Pressing
Many pellet mills need the sawdust to be warmed up to 120-130°C using dry steam. The heat makes the lignin in the wood become more plastic which helps to stick the particles together. The sawdust is extruded through a matrix and the pellets are cut off on the outside of the matrix.
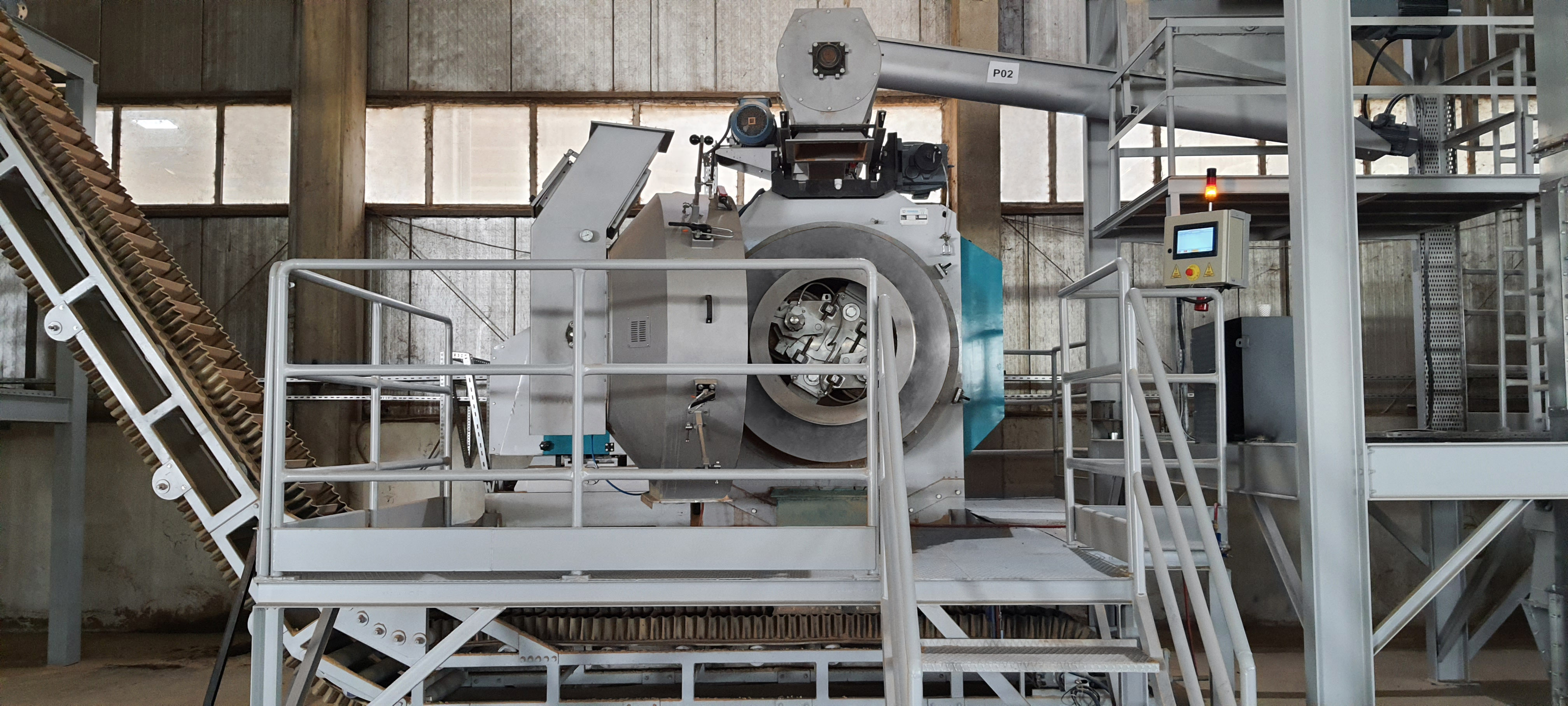 The matrix can either be standing, with the pressure rollers moving on its inside, or can be lying down with the rollers moving over the matrix in a revolving fashion. The wood is pressed through the matrix under very high pressure.
The matrix can either be standing, with the pressure rollers moving on its inside, or can be lying down with the rollers moving over the matrix in a revolving fashion. The wood is pressed through the matrix under very high pressure.
Vegetable oil is added to lubricate the last pellets at the end of a working period. The matrix will then slowly cool off with the lubricated pellets in the holes of the matrix. If this is not done, the last pellets may become stuck in the matrix, making it difficult to start the press again. The oil-saturated pellets can be returned to the press again the next time it is due to be stopped.
Usually the pellet mills are kept operating overnight, because the matrix and the whole machine operate best at an elevated temperature. Many pellet plants operate from Monday morning until Friday afternoon on a continuous basis. This is another reason for having intermediate storage following drying and hammer-milling, otherwise the press can run out of raw material if it is in continuous operation for periods of up to five days.
Cooling
Once the pellets leave the press, they are plastic and hot. During cooling, the pellets become rigid and lose moisture, so that the final moisture content after the cooler can be as low as 6%. They will take up moisture from the surrounding air and stabilize at a content of between 8 and 10%.
After cooling the pellets are transported by conveyor belt to the storage shed, where they condition.
Packaging and Delivery
 Pellets should be screened for fines before packaging or delivery. The fines can be returned to the production line. If the pellets are destined for the domestic market, many customers prefer to receive them in bags. These bags typically come in 12, 15 or 20 kg sizes. It is also possible to ship the pellets in one tonne bags or in bulk. The small bags are usually delivered on pallets of approximately one tonne. These pallets are wrapped in plastic and can withstand moisture well. Small bags are, however, a better guarantor of quality, since the pellets are less subject to abrasion during delivery.
Pellets should be screened for fines before packaging or delivery. The fines can be returned to the production line. If the pellets are destined for the domestic market, many customers prefer to receive them in bags. These bags typically come in 12, 15 or 20 kg sizes. It is also possible to ship the pellets in one tonne bags or in bulk. The small bags are usually delivered on pallets of approximately one tonne. These pallets are wrapped in plastic and can withstand moisture well. Small bags are, however, a better guarantor of quality, since the pellets are less subject to abrasion during delivery.
Pellets delivered in bulk can be transported by truck, tipped off at the receiving end (i.e to an intake hopper), or be transported by a vacuum vehicle that sucks up the pellets in the factory and blows them into the silo at the receiving end. These trucks are also equipped with load cells so that they can measure the exact amount that is delivered.
Pellets delivered by truck should always be dumped inside a building or in absolutely dry weather conditions as they will rapidly take up moisture, swell and disintegrate if exposed to water. The truck should always be carefully covered with a water-tight tarpaulin to keep rain out.
Storage
During summer, the production of wood pellets probably exceeds the demand and the pellets may have to be stored for several months. The storage facility should be constructed of high concrete side walls that can withstand the pressure of the pellets. A cubic meter of pellets weighs around 650 kg, so if they are stored at a height of 5-6 m, a considerable pressure is exerted at the bottom of the pile. As stated, pellets easily disintegrate once they get wet, so it is very important that the building is water-tight, to prevent rain or condensation.
Quality Control
During production it is advisable to check pellet quality at least once a day. A sample is taken from the line and fines are sieved out. The resulting sample is weighed and tested for durability in a durability tester. After tumbling the required number of revolutions, the pellets are screened again and weighed again. The amount of whole pellets should be in excess of PDI (Pellet Durability Index) 97.5% to classify as good grade wood pellets.
A check should also be made for the amount of fines before the pellets leave the plant. At the final point in the production line the amount of fines in the goods should not exceed 1%.
A declaration should be delivered with the pellets describing the raw material used, their durability and fines content, as well as their moisture content. If the figures are available, it is also useful to declare the energy and ash content.